El impregnador de vacío-presión IMP-VP consiste en un autoclave colocado sobre un baño para ser intercalado. El baño se utiliza para preservar la conservación, el autoclave para la madera a tratar tendido sobre un carro adecuado. Durante la fase operativa el conservante pasa del baño de almacenamiento al autoclave que contiene la madera y después de haber realizado la impregnación, vuelve a su recipiente anterior. Todo el proceso se realiza con ciclo automático. Las plantas funcionan utilizando un vacío máximo de -730 mmHg, una sobrepresión hidráulica de 12 Atm, y luego puede realizar ciclos de impregnación por celda completa, celda vacía o solo en las piezas de la pherifería. Esta es la planta ideal para los tratamientos por conservante con sales disueltas en agua.
Detalles de producto
Una planta estándar se compone de:
- Un autoclave capaz de resistir un vacío de -700 mmHg a una presión de 12 atm.
- Tanque de almacenamiento para la gestante.
- Un tanque de preparación de pequeño tamaño para la impregnación.
- Una bomba de vacío.
- Una bomba de alta presión.
- Un cuadro eléctrico con microprocesador, con posibilidad de conectarlo a un ordenador personal.
- En caso de que las plantas estén “despegadas” la posibilidad de salir a estructurar la planta con un autoclave colocado más arriba que actúa como tanque de almacenamiento de la solución.
Los tamaños reducidos en comparación con la productividad de estas plantas permiten ahorros considerables en términos de espacio y son fáciles de colocar dentro de la empresa.
Más acerca de los sistemas de impregnación a presión al vacío
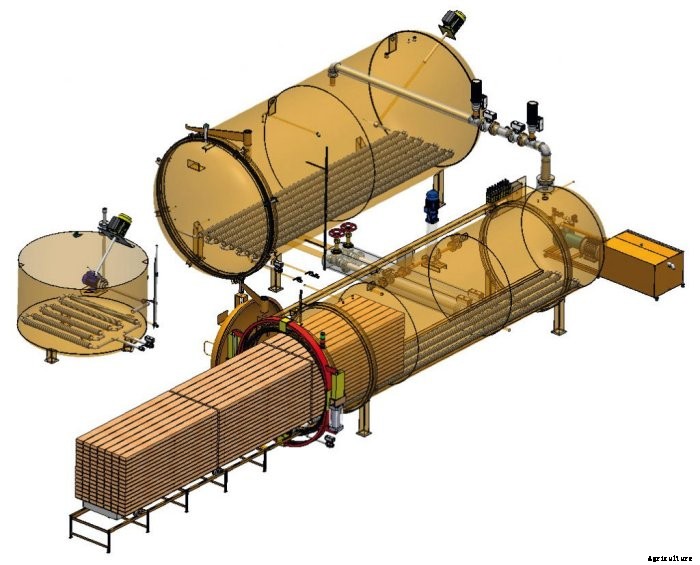
Diagrama de proceso
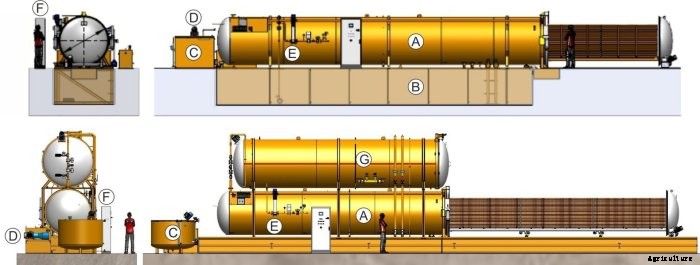
Una planta estándar se compone de:
- Un autoclave capaz de resistir un vacío de -700 mmHg a una presión de 12 atm.
- Tanque de almacenamiento para la gestante.
- Un tanque de preparación de pequeño tamaño para la impregnación.
- Una bomba de vacío.
- Una bomba de alta presión.
- Un cuadro eléctrico con microprocesador, con posibilidad de conectarlo a un ordenador personal.
- En caso de que las plantas estén “despegadas” la posibilidad de salir a estructurar la planta con un autoclave colocado más arriba que actúa como tanque de almacenamiento de la solución.
Los tamaños reducidos en comparación con la productividad de estas plantas permiten ahorros considerables en términos de espacio y son fáciles de colocar dentro de la empresa.
Datos técnicos

Las 6 fases del ciclo de impregnación al vacío de la madera
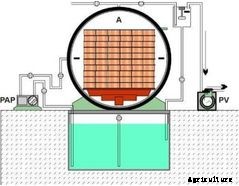
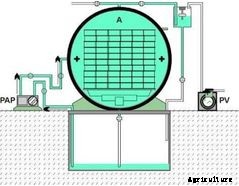
Fase 1:Vacío inicial
El montón de leña una vez colocado en el carro motorizado del autoclave, se coloca dentro de la planta para iniciar el ciclo.
El cierre hermético de la puerta permite que la máquina comience el tratamiento poniendo en marcha la bomba de vacío. Esta fase, que es muy importante para el éxito del ciclo, libera de aire los poros de la madera, generando un "vacío" que permitirá que la madera "respire" en la solución de conservación. La duración de la fase de vacío puede variar de 30 a 90 minutos según las características de la madera.
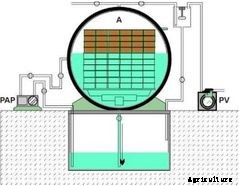
Fase 2:Llenado
Fase 2:Llenado
Una vez finalizada la primera fase, el vacío se utiliza para transportar la solución de tratamiento desde el tanque inferior hasta el autoclave colocado arriba.
Un sensor de nivel que envía al ordenador de la planta una señal de control controla la fase de llenado.
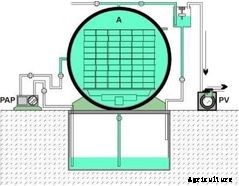
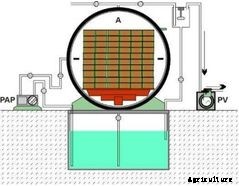
Fase 3:Aplicación de presión
Fase 3:Aplicación de presión
La tercera fase de tratamiento tiene la importante tarea de "forzar" la solución en la madera. La bomba de presión puede funcionar entre 30 y 180 minutos dependiendo de las características de la madera. La acción combinada con el vacío permitirá que los principios activos se establezcan profundamente en la madera garantizando así una protección duradera.
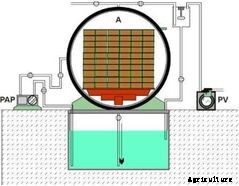
Fase 4:descarga de la solución
Fase 4:descarga de la solución
Al finalizar las fases de tratamiento, la solución no absorbida por la madera regresa al tanque inferior mediante una válvula de descarga colocada en el fondo del autoclave.
Los sistemas automáticos especiales completan el contenido de sal y restablecen el nivel del impregnante para que esté listo para un nuevo ciclo. Toda la solución no absorbida está disponible para un nuevo ciclo sin desperdicio.
Fase 5:Vacío de recuperación
Fase 5:Vacío de recuperación
Una nueva fase de vacío que dura unos 20-40 minutos facilita la unión de los principios activos de la madera.
Esta fase es importante en la fase de "goteo" del material a tratar.
Fase 6:Fin de ciclo
Fase 6:Fin de ciclo
Al final del ciclo de impregnación el autoclave vuelve a la presión atmosférica y la madera está lista para las siguientes fases.
Duración del proceso
La duración del ciclo varía en función de los siguientes factores:
- Características de la madera;
- Espesor
- Humedad
- Cantidad y concentración de las sales necesarias a administrar.
Protección de la madera utilizada en exteriores

Protección completa de la madera contra los agentes de degradación mediante tecnología de presión-vacío Las plantas de IMP-VP son adecuadas para el tratamiento de elementos que entran en las clases de riesgo tres, cuatro y cinco.
La conformación natural de madera lo hace inadecuado para usar al aire libre .
Su composición (20-30% de lignina 40-50% de celulosa, 20-24% de carbohidratos) lo hace vulnerable a " agentes de degradación ”Que comienzan su acción cuando la humedad es alta y la temperatura está entre 10 y 40 ° C.
Hongos moho y bacterias están en condiciones ideales para desarrollarse, mientras que el rayos ultravioleta presente en la luz del sol descomponer fotoquímicamente la lignina haciéndola soluble en agua .
Más acerca de los sistemas de impregnación a presión al vacío

La única forma de luchar contra la acción de los enemigos de ...

La única forma para luchar contra la acción de los enemigos de la madera es recurrir a la ayuda que química moderna proporciona.
Como una cuestión de hecho, si un buen insecticida y fungicida se aplica en cantidad suficiente para que también las partes internas de la madera estén involucradas, el ataque de microorganismos e insectos puede compensarse por muchos años . Tanto el fungicida como el insecticida pierden su eficacia con los años, por tanto, la duración de la protección es directamente proporcional a la cantidad aplicada.
Un estoy embarazada con un alto nivel de residuo seco puede hacer que la madera impermeable protegiéndolo del agua hasta que se aplique para formar un superficie película.
los pigmentos , que no son transparentes, formar una superficie impermeable barrera contra los rayos ultravioleta , evitando así la descomposición de la lignina.
Los sistemas tradicionales de inmersión, la pintura y la pulverización con pincel no pueden garantizar la consecución de los tres resultados.
Un producto con un alto nivel de residuos secos formará un película de superficie , limitar la penetración de la solución insecticida y fungicida.
De lo contrario, un producto con un nivel bajo de residuos secos tendrá una mejor penetración permitiendo que la solución de insecticida y fungicida sea más activa, pero con muy poca resistencia a la penetración de humedad en las partes internas del artículo manufacturado.
Solo el uso de la tecnología de presión-vacío ha permitido aplicar productos de pigmentación con altos niveles de residuos secos (12-30%), lo que da como resultado una protección completa del artículo.









